
GMP-Compliant Lab Equipment That Meets 21 CFR Part 11: Why Pharma Companies Trust Metron Engineering
Introduction: Compliance Is Not Optional in Pharma
In the pharmaceutical, biopharmaceutical, and life sciences industries, regulatory compliance is the baseline — not a differentiator. A single deviation in temperature, a missing audit trail, or non-validated equipment can mean failed batches, regulatory warning letters, or product recalls. When the stakes are this high, the laboratory equipment you choose must do more than perform — it must comply.
At Metron Engineering Ltd., we understand this reality. With over 15 years of experience serving the life sciences sector across the UK and Europe, and as an authorised dealer of the Thermolab Scientific Group, we supply a comprehensive range of GMP-compliant, 21 CFR Part 11-ready laboratory equipment purpose-built for regulated environments.
This blog explores our full product range, what GMP and 21 CFR Part 11 mean in practice, and why the two frameworks together create the gold standard for pharmaceutical quality.
What Is GMP Compliance — and Why Does It Matter for Equipment?
Good Manufacturing Practice (GMP) is a system of quality assurance that governs the manufacture, storage, and distribution of pharmaceutical products. Regulatory bodies including the MHRA (UK), EMA (Europe), and FDA (US) enforce GMP requirements to ensure that medicines are consistently produced and controlled to quality standards appropriate to their intended use.
For laboratory equipment, GMP compliance means:
- Qualification — Equipment must be Installation Qualified (IQ), Operationally Qualified (OQ), and Performance Qualified (PQ) before use.
- Calibration — All measuring instruments must be regularly calibrated against traceable standards.
- Temperature Uniformity — Chambers and storage units must demonstrate uniform temperature and humidity throughout their volume.
- Audit Trails — Every critical event — alarms, parameter changes, door openings — must be logged, timestamped, and tamper-evident.
- Documentation — Full records must be available for inspection at any time.
Every product in our Thermolab range is designed and manufactured with these requirements at the core.
What Is 21 CFR Part 11 — and Who Needs to Comply?
21 CFR Part 11 is a regulation published by the US Food and Drug Administration (FDA) under Title 21 of the Code of Federal Regulations. It establishes the criteria under which electronic records and electronic signatures are considered equivalent to paper records and handwritten signatures.
Any company that produces, processes, or stores pharmaceutical products — or submits regulatory filings to the FDA — and uses computerised systems to manage records must comply with Part 11. This includes manufacturers in the UK and Europe who export to, or seek approval in, the United States.
Key 21 CFR Part 11 requirements for laboratory equipment systems include:
- Validated software that is demonstrated to perform its intended function accurately and reliably
- Audit trails that capture who did what, when, and why — and cannot be altered
- User access controls with role-based permissions and unique login credentials
- Electronic signatures that are linked to their respective records
- System security preventing unauthorised access or data manipulation
- Data integrity ensuring records are accurate, complete, and retrievable for the duration of the retention period
Our 21 CFR Part 11 Compliant Data Management Software, offered alongside our full equipment range, meets all these requirements out of the box — dramatically reducing your compliance burden.
Our Full Product Range: Built for Regulated Environments
1. Stability Chambers
Primary Keywords: stability chamber UK, pharmaceutical stability testing equipment, ICH stability chamber
Stability chambers are critical for ICH Q1A(R2)-compliant long-term, intermediate, and accelerated stability studies. Our Thermolab stability chambers offer:
- Precise temperature and humidity control across multiple ICH storage conditions
- Uniform internal distribution validated to ±0.5°C
- Integrated data logging with 21 CFR Part 11-compliant audit trails
- Alarm systems with remote notification capabilities
- Full IQ/OQ/PQ documentation support
Whether you're running long-term stability studies at 25°C/60% RH or accelerated testing at 40°C/75% RH, our chambers hold conditions with the precision your protocols demand.

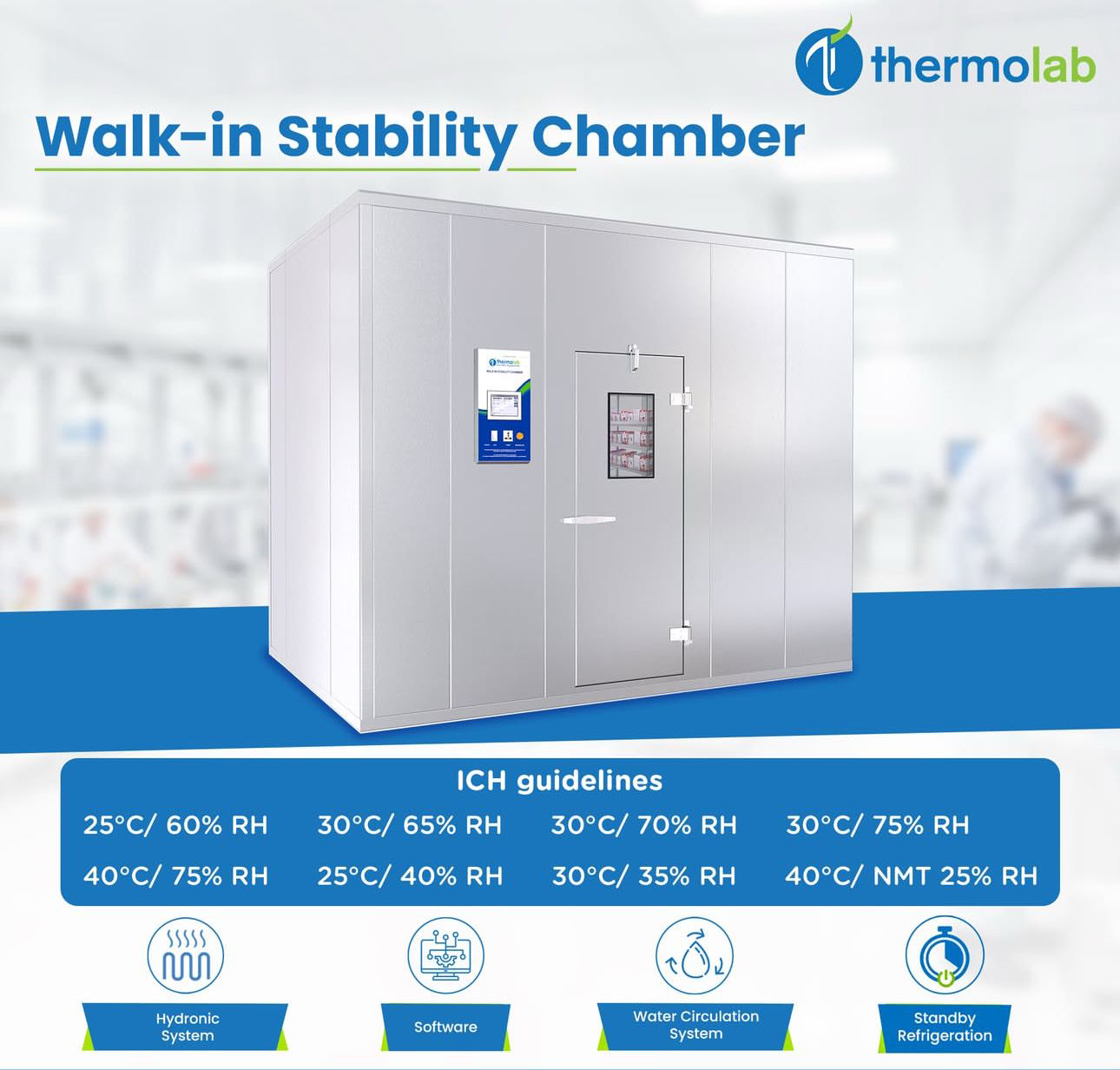
2. Walk-In Stability Chambers
Primary Keywords: walk-in stability chamber, large-scale stability testing, GMP walk-in chamber UK
For larger sample volumes, clinical trial materials, or commercial-scale stability programmes, our Walk-In Stability Chambers provide the same rigorous performance in a scalable format. Key features include:
- Custom-built sizes to match your facility layout
- Multi-zone temperature and humidity monitoring with independent sensors
- Compliant software integration for continuous, 21 CFR Part 11-ready data capture
- Thermal mapping qualification support available from our expert CQV team
3. Cooling Cabinets (2°C to 8°C)
Primary Keywords: pharmaceutical cooling cabinet, 2-8°C cold storage pharmaceutical, GMP refrigerator pharma
Pharmaceutical refrigerators must maintain the narrow 2°C to 8°C range required for vaccines, biological samples, reference standards, and active pharmaceutical ingredients (APIs). Our cooling cabinets feature:
- Tightly controlled temperature uniformity throughout the cabinet
- Continuous temperature monitoring with data logging
- Alarm systems for out-of-range deviations
- GMP-compliant construction with validated performance

4. Walk-In Cooling Cabinets / Pharma Cold Rooms
Primary Keywords: pharma cold room UK, walk-in cold storage pharmaceutical, GMP cold room Ireland
When bulk cold storage is required — for clinical trial supplies, large API batches, or distribution staging — our Walk-In Cooling Cabinets and Pharma Cold Rooms deliver reliable 2°C to 8°C performance at scale. Benefits include:
- Modular designs compatible with existing facility infrastructure
- 21 CFR Part 11-ready monitoring systems
- Full thermal mapping qualification to EU GMP Annex 15 and FDA guidance
- Available across the UK, Ireland, and mainland Europe

5. BOD Incubators
Primary Keywords: BOD incubator pharmaceutical, biological oxygen demand incubator, low temperature incubator GMP
Biochemical Oxygen Demand (BOD) Incubators maintain stable low temperatures for microbiological testing and environmental monitoring. Our units offer:
- Stable temperature performance at 20°C ±1°C or as specified by your protocol
- Uniform interior temperature distribution
- Data logging and alarm systems for GMP compliance
- Available in standard and walk-in configurations

6. Walk-In BOD Incubators
For microbiological laboratories requiring higher throughput or large-volume incubation, our Walk-In BOD Incubators provide the same compliance-ready performance at a larger scale. Custom sizing and full qualification documentation are available.

7. Bacteriological Incubators
Primary Keywords: bacteriological incubator UK, microbiology incubator GMP, 37°C incubator pharmaceutical
Used for culturing bacteria and other microorganisms, our Bacteriological Incubators are designed to hold the 35°C–37°C range required for sterility testing, microbial limit testing, and environmental monitoring. Features include:
- Precise temperature control with calibrated sensors
- Forced-air circulation for temperature uniformity
- Validated performance documentation for GMP use
8. Ovens
Primary Keywords: laboratory oven pharmaceutical, drying oven GMP, depyrogenation oven UK
Our pharmaceutical-grade Ovens are designed for drying, sterilising, and testing applications requiring elevated temperatures. Available with:
- Programmable temperature profiles
- Data logging with GMP-compliant audit trails
- HEPA-filtered forced air circulation (on selected models)
- Full calibration and qualification support

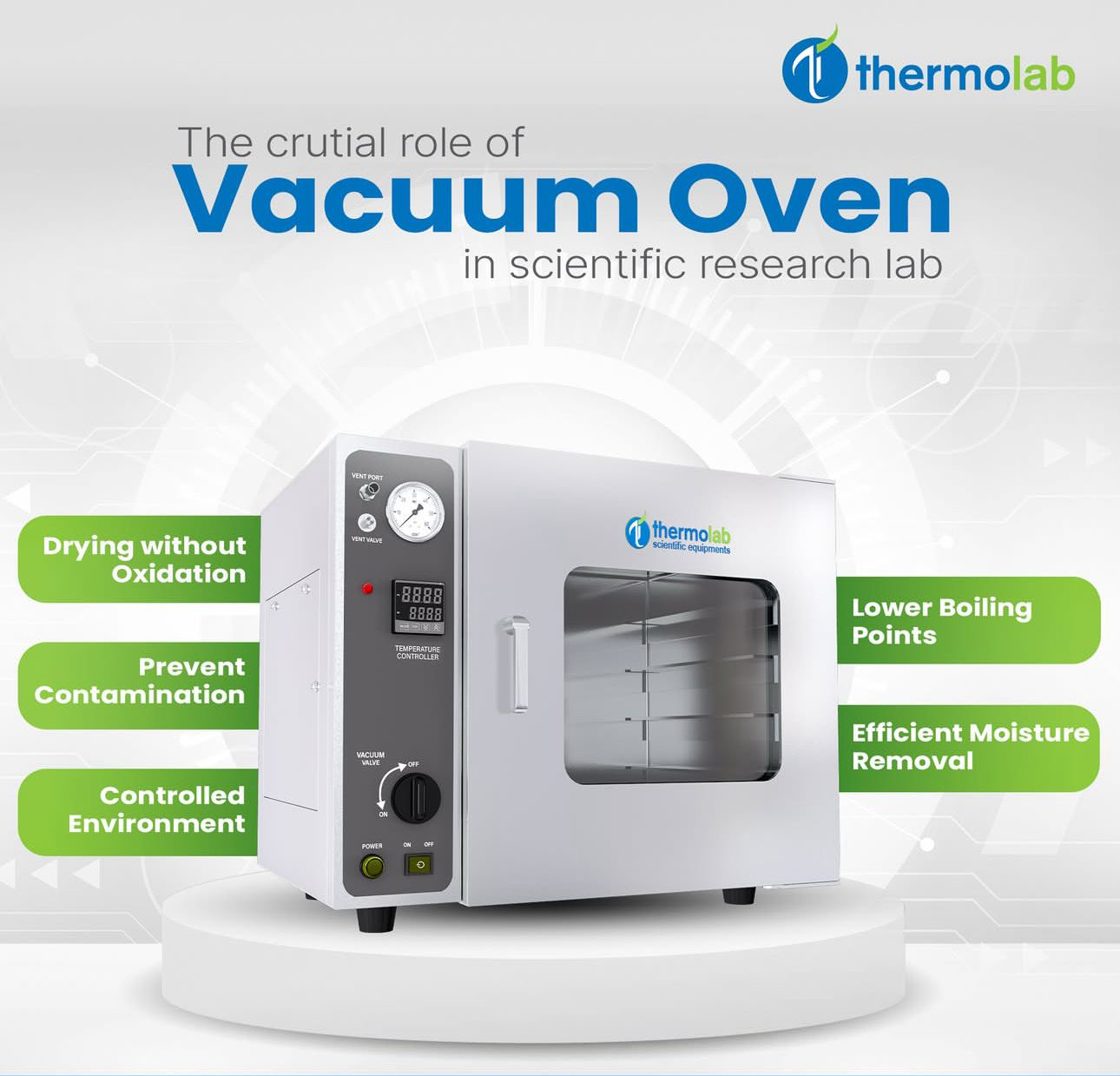
9. Vacuum Ovens
Primary Keywords: vacuum oven pharmaceutical, laboratory vacuum oven UK, solvent drying oven GMP
Vacuum Ovens are essential for drying heat-sensitive materials and removing residual solvents — a critical step in API manufacturing and QC testing. Our vacuum ovens feature:
- Precise vacuum and temperature control
- Even heat distribution for uniform drying
- Inert atmosphere compatibility for sensitive materials
- Compliant documentation packages available
10. Microbiological Safety Cabinets & Laminar Air Flow Units
Primary Keywords: microbiological safety cabinet UK, laminar air flow cabinet pharmaceutical, Class II biosafety cabinet GMP
Protecting operators and products from contamination is fundamental in pharmaceutical and biotech laboratories. Our Microbiological Safety Cabinets (MSCs) and Laminar Air Flow (LAF) Units comply with EN 12469 and relevant ISO standards, offering:
- HEPA filtration with validated airflow patterns
- Regular filter integrity test (BEMS/DOP/PAO) support
- 21 CFR Part 11-compatible airflow and particle monitoring integration
- Models suitable for BSL-1, BSL-2, and product protection applications

11. Deep Freezers (Up to -20°C)
Primary Keywords: pharmaceutical deep freezer UK, -20°C freezer GMP, cold storage pharmaceutical
Many pharmaceuticals, biological samples, and plasma products require storage at -20°C or below. Our Deep Freezers deliver:
- Stable -20°C performance under varying load conditions
- Continuous temperature monitoring with data loggers
- Alarm systems with remote notification
- GMP-validated design suitable for long-term pharmaceutical storage

12. Horizontal Double Door Autoclaves
Primary Keywords: horizontal autoclave pharmaceutical, double door autoclave GMP, steam steriliser pharmaceutical UK
Sterilisation is a critical process step in aseptic manufacturing and laboratory work. Our Horizontal Double Door Autoclaves are engineered for pharmaceutical and biotech environments, offering:
- Double-door design for unidirectional flow between clean and dirty sides — essential for GMP facility layouts
- Validated sterilisation cycles to EN 285 and ISO 17665
- Fully compliant control systems with 21 CFR Part 11-ready data logging
- Bowie-Dick and vacuum leak test cycle capability
- Full F₀ value monitoring and reporting

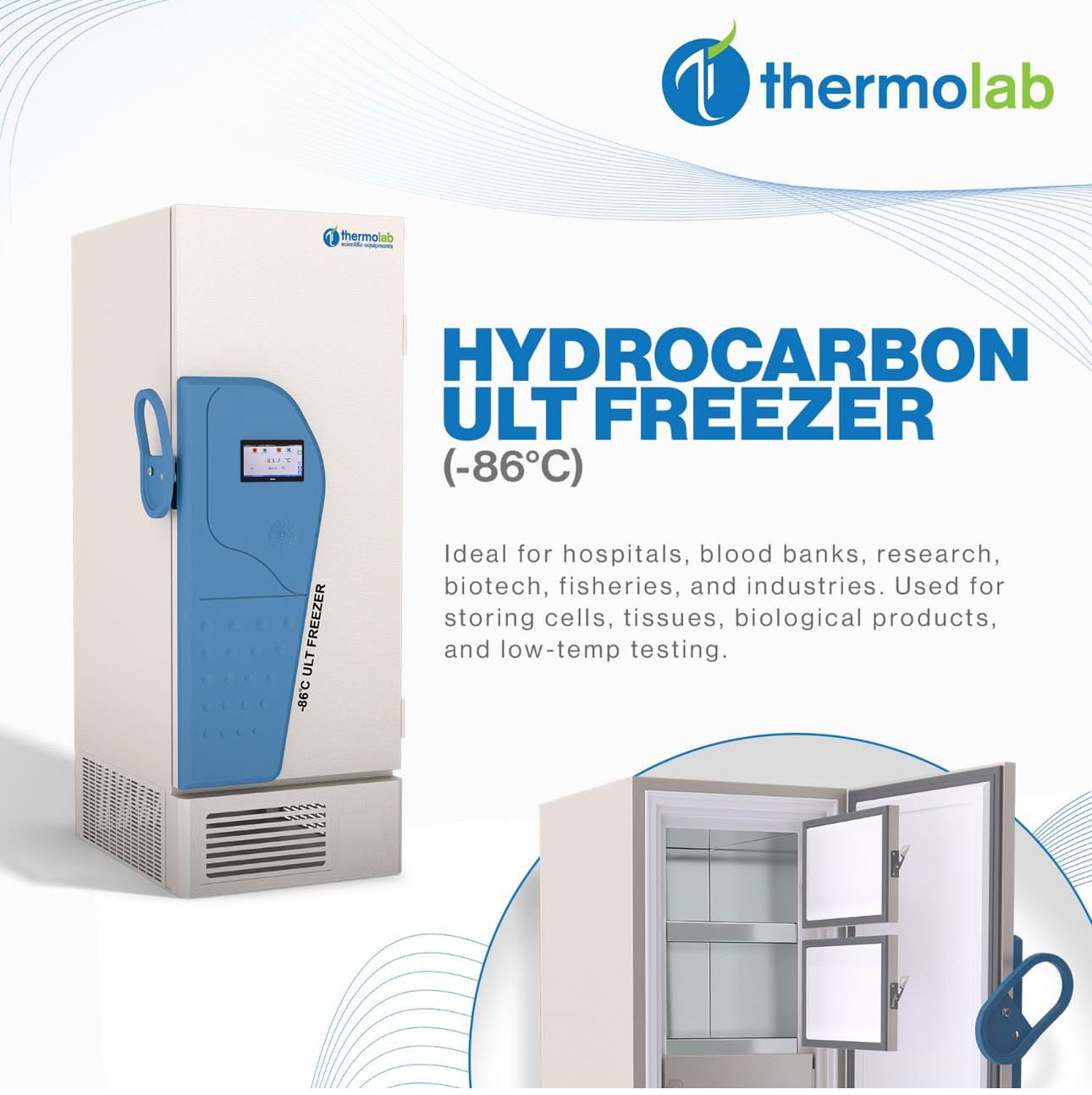
13. -86°C Hydrocarbon ULT Freezers
Primary Keywords: ULT freezer -86°C pharmaceutical, ultra-low temperature freezer UK, -80°C freezer biotech
Ultra-Low Temperature (ULT) freezers are essential for preserving mRNA vaccines, enzymes, cell lines, and other biologics requiring storage at -80°C to -86°C. Our Hydrocarbon ULT Freezers stand apart for:
- Environmental credentials — Hydrocarbon refrigerants have a Global Warming Potential (GWP) near zero, supporting your sustainability commitments alongside compliance
- Reliable -86°C performance with fast pull-down times
- Continuous monitoring with 21 CFR Part 11-compliant data capture
- Cascade refrigeration system for robust performance even in warm environments
- Alarm systems with remote monitoring capability
14. 21 CFR Part 11 Compliant Data Management Software
Primary Keywords: 21 CFR Part 11 data management software, pharmaceutical data management system, electronic records pharmaceutical UK
This is the centrepiece of our compliance offering. Our 21 CFR Part 11 Compliant Data Management Software integrates with our full equipment range to deliver a single, unified compliance platform. Key features:
- Centralised monitoring of all connected chambers, freezers, and incubators
- Immutable audit trails capturing every parameter change, alarm acknowledgement, and user action
- Role-based access control with unique usernames, passwords, and electronic signatures
- 21 CFR Part 11 and EU Annex 11 compliant — suitable for both FDA-regulated and EMA-regulated environments
- Configurable alarms with email, SMS, and visual/audible notification
- Validated software supplied with Installation and Operational Qualification (IQ/OQ) documentation
- Report generation for regulatory submissions and routine GMP review
- Secure data backup with redundancy to protect against data loss

Whether you operate a single stability chamber or a network of cold rooms, ULT freezers, and incubators across multiple sites, our software provides the oversight and data integrity infrastructure your quality team needs.
How Our Products Support Your Regulatory Inspections
Regulatory inspectors from the MHRA, FDA, and EMA increasingly focus on data integrity — the principle that all GMP data must be attributable, legible, contemporaneous, original, and accurate (ALCOA+). Our equipment and software address every element: (refer table from attached image )
| ALCOA+ Principle | How Our Products Deliver |
|---|---|
| Attributable | Role-based logins and electronic signatures tie every action to an individual user |
| Legible | All records stored in standardised digital formats, readable for the retention period |
| Contemporaneous | Data captured in real time at the point of generation — no manual transcription |
| Original | Raw data stored at source; not editable post-capture |
| Accurate | Calibrated sensors, validated software, and traceable measurement chains |
| Complete | No gaps in data logging; alarms and events captured even during power fluctuations |
| Consistent | Standardised data formats across all connected equipment |
CQV Support: From Equipment Supply to Qualification
What sets Metron Engineering apart is that we don't just supply equipment — we qualify it. Our in-house Commissioning, Qualification and Validation (CQV) team provides:
- Installation Qualification (IQ) — Verifying equipment is installed correctly to manufacturer specifications
- Operational Qualification (OQ) — Demonstrating equipment performs within specified parameters
- Performance Qualification (PQ) — Confirming consistent performance under simulated or actual production conditions
- Thermal Mapping — Characterising temperature and humidity distribution within chambers and cold rooms
- Calibration Services — Regular calibration of all sensors against traceable national standards
- Computer System Validation (CSV) — Validating our data management software to 21 CFR Part 11 and GAMP 5 requirements
This end-to-end service means your equipment arrives, gets installed, gets qualified, and gets monitored — all through a single, accountable partner.
Why Pharmaceutical Companies Across UK & Europe Choose Metron Engineering
- 15+ years of life sciences expertise
- Authorised Thermolab distributor for UK and Europe
- In-house CQV and CSV team — qualification is built into every project
- GMP and 21 CFR Part 11 expertise — we speak the language of your quality team and your inspectors
- Proven track record — including successful GMP facility projects delivered during the COVID-19 pandemic under restricted site access conditions
- Trusted by pharma, biotech, and consultancy firms including Cubic Pharmaceutical and Sushvin Consultancy
Ready to Upgrade Your Laboratory Compliance?
Whether you're setting up a new stability suite, replacing ageing cold storage, or preparing for an upcoming MHRA or FDA inspection, Metron Engineering has the equipment, expertise, and documentation to ensure you pass with confidence.
Explore our full product range

Our Clients







What They’re Saying


Saumil Bhatt
CEO, Cubic Pharmaceutical
Aditya Kulkarni
Principal Consultant, Sushvin Consultancy
Saumil Bhatt
CEO, Cubic Pharmaceutical
Aditya Kulkarni
Principal Consultant, Sushvin Consultancy