If you're bringing a new system online, you don't want "it should work" as your plan. You want proof, in writing, that it's safe, controlled, and ready for GMP use. That's the point of CQV in pharmaceutical validation
CQV stands for Commissioning Qualification Validation. In plain terms, it's the structured work that shows a facility, utility, or piece of equipment is built right, works right, and keeps making consistent & safe product. CQV sits inside the broader pharmaceutical validation process, linking engineering work to quality expectations and regulatory inspection-ready evidence.
Teams use validation engineering services because the stakes are high. Patients rely on consistent quality, and auditors expect traceable records. For example, when you install a new sterile filling line or a clean steam system, CQV helps prove the system runs within limits, alarms properly, and supports reliable production.
What CQV covers from design to routine production

CQV isn't a single test, it's a flow of evidence from build to handover. The start point is clarity about what the system must do, and what could impact product quality. From there, CQV ties requirements to tests, results, and final release.
In a typical project, engineering drives the build and start-up. Quality sets expectations for documentation, change control, and acceptance criteria. As a result, CQV becomes the bridge between "it's installed" and "it's qualified for GMP." This is why CQV aligns closely with GMP validation services, even when the early work looks like engineering tasks.
The pharmaceutical commissioning process usually begins before formal qualification. It includes installation checks, start-up activities, and functional testing that make qualification smoother. Good commissioning also reduces late surprises, like reversed instruments, missing tags, or wrong alarm set points.
When timelines are tight, support from specialists can help keep the evidence organized and consistent, see Commissioning Qualification Validation services.
Commissioning: Proving the system is installed and works safely
Commissioning turns design intent into a working system. Think of it like pre-flight checks for a new aircraft. You confirm each part is present, connected, and behaving as expected before carrying "passengers," your product.
Teams typically verify installation against drawings, piping and instrumentation diagrams, and vendor manuals. They also check power, rotation, flow direction, valve alignment, and basic instrument setup. Next, they run start-up tests to confirm alarms, interlocks, and safe shutdown actions. Calibration basics matter here too, because a loop test means little if the device has no valid calibration status.
Engineering often leads commissioning, with QA oversight for critical systems. Deliverables usually include checklists, test records, punch lists, and turnover packages. Strong commissioning prevents rework later because it catches issues before formal protocols, when fixes cost less and schedules hurt less.
“If qualification feels like it's finding installation problems, commissioning didn't finish its job.”
Qualification: IQ, OQ, and PQ in everyday terms
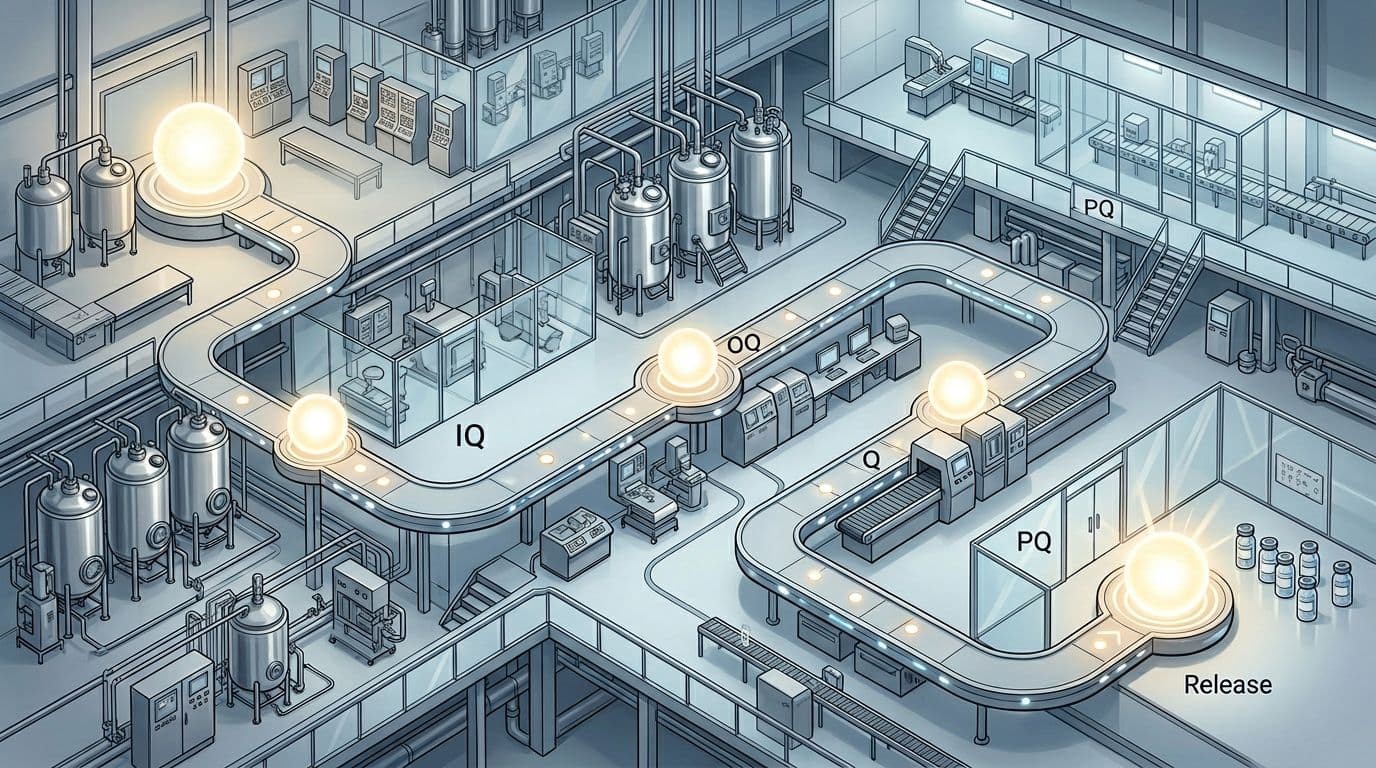
Qualification provides documented proof that the system meets its intended use. Most teams structure this as IQ OQ PQ validation, with each stage answering a different question.
Installation Qualification (IQ) confirms the system is installed per approved specs. For example, IQ checks material certificates, utilities connected, instrument ranges, wiring, and as-built drawings.
Operational Qualification (OQ) challenges the functions and operating ranges. That might include temperature control limits, pressure trips, flow alarms, software permissions, and data capture. You're proving the controls work, not just that they turn on.

Performance Qualification (PQ) proves the system performs under real operating conditions, with trained operators, approved SOPs, and routine settings. A filling line PQ might assess run stability and in-process controls. A water system PQ might confirm sampling results meet specs over time.
Equipment qualification in pharma often includes utilities like PW, WFI, clean steam, and HVAC. It can also include computerized systems when they affect product quality, records, or decisions.
How CQV supports compliance, product quality, and faster project delivery
CQV exists for a simple reason: regulators and patients can't accept assumptions. They expect evidence that systems consistently support safe product. When CQV is planned well, it also helps projects reach compliant production sooner, because teams avoid loops of re-testing and document repair.
Speed in CQV doesn't come from skipping steps. It comes from choosing the right steps, writing clear acceptance criteria, and collecting "right-first-time" records. A risk-based approach helps here. High-impact functions get deeper testing, while low-risk items get appropriate checks without overloading the schedule.
CQV also improves project handover. Operations receives organized documents, clear open-item lists, and defined maintenance needs. That reduces day-one uncertainty and supports a smoother shift into routine production.
For many organizations, CQV is also a resourcing decision. Projects often spike in workload during protocol execution and closeout. That's where validation engineering services can stabilize staffing, especially for multi-system programs or fast buildouts.
The GMP and regulatory expectations CQV helps you meet
CQV aligns with core GMP expectations: documented evidence, traceability to requirements, controlled changes, and reliable data. While companies follow different internal standards, common reference points include FDA and EMA expectations, plus quality risk and quality system concepts in ICH Q9 and ICH Q10.
Inspectors generally look for a clear story:
- Requirements are defined and approved before testing.
- Protocols match the intended use and risk.
- Executed records are complete, legible, and attributable.
- Deviations are investigated, with impact understood.
- Final reports justify release decisions with evidence.
Data integrity matters throughout. If a control system trends data, you need confidence in user access, audit trails, and backup. If paper forms capture results, you need good document control and review.
Common CQV pitfalls, and what strong teams do instead
Problems happen most often when teams start late, or when roles blur. Here are practical issues that show up again and again, with simple fixes:
- Late or vague URS: Write user requirements early, then freeze what "good" looks like.
- Unclear acceptance criteria: Define pass or fail limits before execution, not during review.
- Weak commissioning evidence: Use structured check sheets and turnover packs, then enforce closure of punch items.
- Missing calibration status: Gate protocol execution on calibrated instruments and traceable standards.
- Poor change control during build: Track changes in real time, update drawings, and assess validation impact quickly.
- Over-testing low-risk items: Apply risk-based testing so effort matches patient impact.
- Training and SOP gaps: Train operators before PQ, and confirm SOPs reflect actual operation.
A small habit helps: hold joint walkthroughs with Engineering, QA, and vendors before testing starts. Misunderstandings surface early, when fixes are cheapest.
A simple CQV roadmap you can apply on your next project
Whether you're a pharma manufacturer, biotech company, API site, or EPC partner, CQV works best when it's treated like a project, not a pile of protocols. Use this roadmap to keep the pharmaceutical validation process practical and controlled:
- 1. Define intended use and critical quality impacts (what could affect the patient or product).
- 2. Write URS and key specs, then map them to tests with a traceability matrix.
- 3. Set a risk-based test strategy, decide what needs commissioning only versus full IQ, OQ, and PQ.
- 4. Build the VMP or project validation plan, and align vendor documents early.
- 5. Schedule FAT and SAT to reduce site rework, then execute with clear pre-requisites.
- 6. Close deviations, write final reports, and confirm readiness for release to operate.
If your team is searching for CQV services Equipment qualification in pharma, this roadmap also helps you define scope clearly before you bring in support.
Plan early: define what matters, then build the test strategy
Start with what the system is for, and what could go wrong. Then translate that into requirements that people can test. Next, confirm acceptance criteria for critical functions like alarms, interlocks, and control ranges. A traceability matrix keeps requirements connected to evidence, which helps during audit questions.
At the same time, align on documents and roles. Vendors should provide manuals, certificates, and test support in a usable format. QA should define review and approval timing. Engineering should own installation readiness and commissioning turnover.
Execute and close out: manage deviations, then release with confidence
Execution goes smoother when pre-requisites are real, not assumed. Confirm utilities are available, instruments are calibrated, SOPs are approved, and staff are trained. Then run protocols as written and document results as you go.
When deviations occur, record the root cause and assess product impact. Re-test only what needs re-testing, and justify the scope. Finally, compile a clear final report that summarizes what you tested, what you found, and what remains open.
"Release to operate" means QA and the business agree the system is fit for GMP use. After that, maintain the validated state with change control, periodic review, and re-qualification triggers tied to risk.
Conclusion
CQV (Commissioning Qualification Validation) gives regulated teams a defensible answer to one question: can this system support GMP production, day after day? Strong commissioning prevents avoidable fixes later, while right-sized IQ OQ PQ validation proves performance where it matters most. Just as important, CQV leaves an audit-ready trail that connects requirements, tests, deviations, and release decisions. Before your next execution window, review requirements, clarify roles, and confirm the test strategy aligns with risk. That planning step protects the schedule and, more importantly, product quality.

Our Clients







What They’re Saying


Saumil Bhatt
CEO, Cubic Pharmaceutical
Aditya Kulkarni
Principal Consultant, Sushvin Consultancy
Saumil Bhatt
CEO, Cubic Pharmaceutical
Aditya Kulkarni
Principal Consultant, Sushvin Consultancy